Tough Duty: Mastering Maintenance in Mining Industry Heat Exchangers
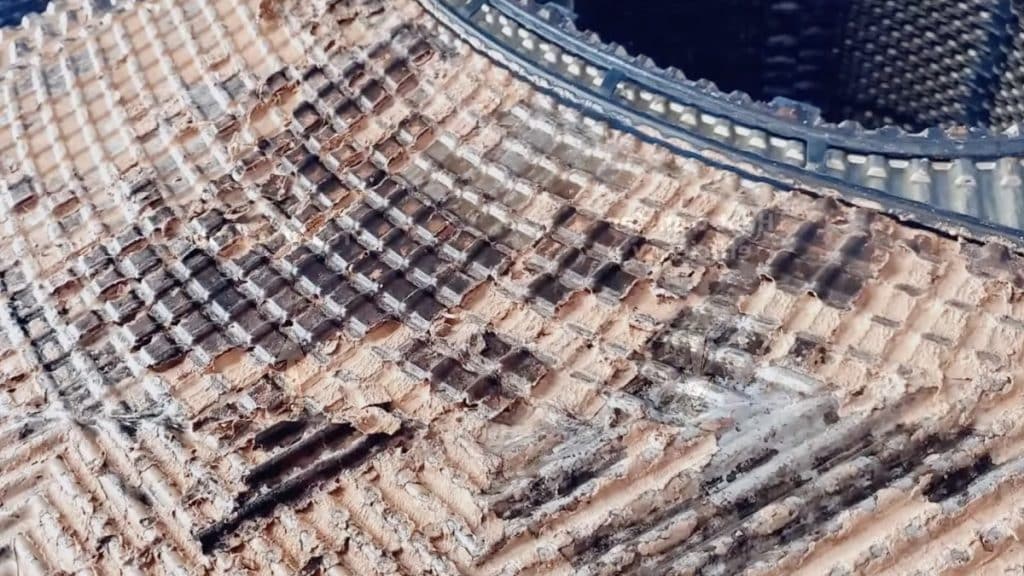
Mining operations are a nightmare for thermal equipment. You aren’t just dealing with corrosive chemicals; you’re dealing with “slurry”—a mixture of water and ground-up stone that acts like sandpaper on internal surfaces. In mining industry heat exchanger durability, the winner isn’t always the most expensive alloy, but the most robust physical design.
What is the best heat exchanger for mining slurries?
The Spiral Heat Exchanger (SHE) is the best choice for mining slurries due to its single-channel design, which prevents clogging and creates a “self-cleaning” effect. For highly corrosive mining leachate, these units can be constructed in Duplex or Super-Duplex steels to handle both abrasion and acid corrosion.
Why Plate Exchangers Fail in Mines
Traditional plate heat exchangers have narrow gaps and multiple contact points. While efficient for liquids, these contact points act as “catchment zones” for stones and slurry particles, leading to rapid clogging and erosion-pitting. A Spiral unit eliminates these points, allowing solid particles to “spiral” through the unit without getting stuck.
Slurry Handling Performance
| Feature | Plate Exchanger | Spiral Exchanger |
|---|---|---|
| Solid Handling | Poor (Max 2mm) | Excellent (Max 50mm) |
| Abrasion Resistance | Low | High (Curved Flow) |
| Maintenance Frequency | Monthly | Bi-Annually |
FAQ: Heavy Industrial Cooling
Is a shell and tube unit better for slurries?
Standard shell and tube units often “plug” their tubes with slurry. Only a Spiral design ensures that the velocity remains high enough to keep solids in motion.
Can I add a coating to improve durability?
While some use epoxy coatings, they often flake off in abrasive slurry duty. It is always better to select a thicker base metal or a specialized alloy like SAF 2507.